- 首 页
- 关于我们
- 等离子切割机
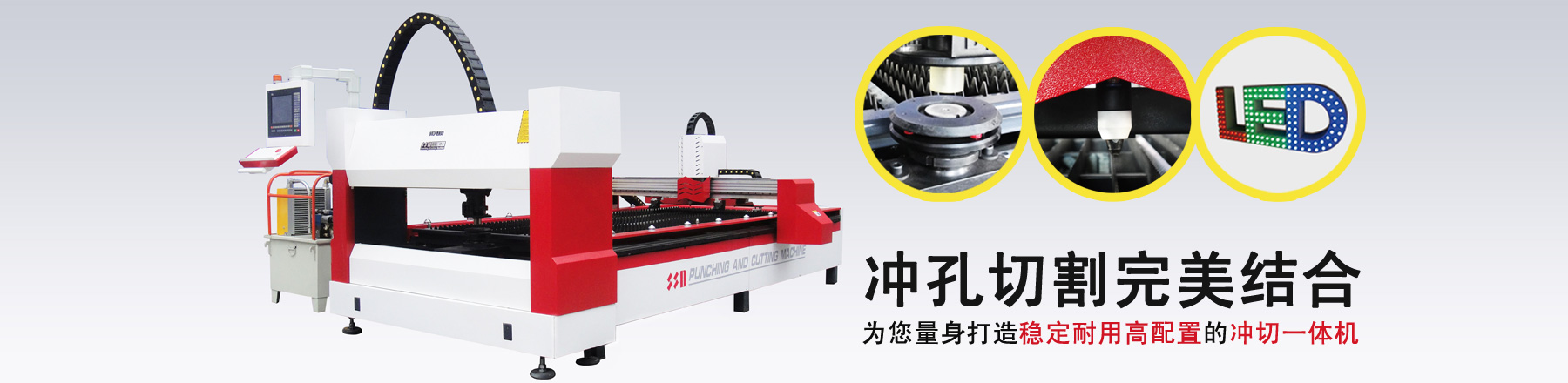
- 冲切一体机
- 精细等离子切割机
- 智能视觉喷漆机
- 围字机



 您现在的位置:首页 >新闻资讯数控等离子切割机切割速度的调节方法发布人:大连事事达数控机械科技有限公司 时间:2017年5月19日
您现在的位置:首页 >新闻资讯数控等离子切割机切割速度的调节方法发布人:大连事事达数控机械科技有限公司 时间:2017年5月19日数控等离子切割机切割速度的调节方法
数控切割机中所使用的两类切割方式中,数控等离子切割机的切割速度、效果还是要明显优于火焰切割方式的,这也是很多企业决定选择等离子切割的主要原因,但使用数控等离子切割机时怎样控制切割速度才能达到更好的切割效果?数控等离子切割机工作时输入电压的大小对切割效果又有怎样的影响?大连事事达数控机械科技有限公司将为您提供几点建议参考:
1、数控等离子切割机切割板材的原材料不同,切割加工班次的速度也不同,例如碳钢、不锈钢切割速度较快、铸铁稍慢、其次是铝、最慢的铜,因为铜板和铝板比较难切,切割板材的速度还要比前两种要慢,而且同等功率的数控等离子切割机切割铜板和铝板时,切割厚度比不锈钢板、碳钢板要薄一些。

图为事事达数控等离子切割机
2、数控等离子切割机的型号,我们常说的等离子型号一般为数控等离子切割机电源的输出电流大小,例如40A、60A、100A、200A等,还有一些进口等离子电源,例如德国凯尔贝、美国飞马特等品牌的一些少数机型,并不是以输出电流大小座为型号的,根据机型功率的大小不同,选择的切割电流大小不同,切割速度也不尽相同。
3、数控等离子切割机工作现场输入电压的大小,一般工厂加工时提供的等离子电源电压为交流380V,但由于各工厂现场的情况不同,还有一些工厂只能提供220V电,大多数工厂的电压在365V至410V之间摇摆,当然甚至有的地方输入输出电压差更大,因此数控等离子切割机的输入电压也是影响切割速度、效果的一个因素。
版权所有http://www.ssd88.com(大连事事达数控机械科技有限公司)转载注明出处
- 冲切一体机
 SSD-B100型
SSD-B100型 SSD-B200型
SSD-B200型 SSD-E100
SSD-E100 SSD-E200
SSD-E200 SSD-D100型
SSD-D100型 SSD-D200型
SSD-D200型 SSD-F1型
SSD-F1型 SSD-F5型
SSD-F5型 SSD-S100型
SSD-S100型 SSD-X100型
SSD-X100型